展覽主題
數位轉型
綠色轉型



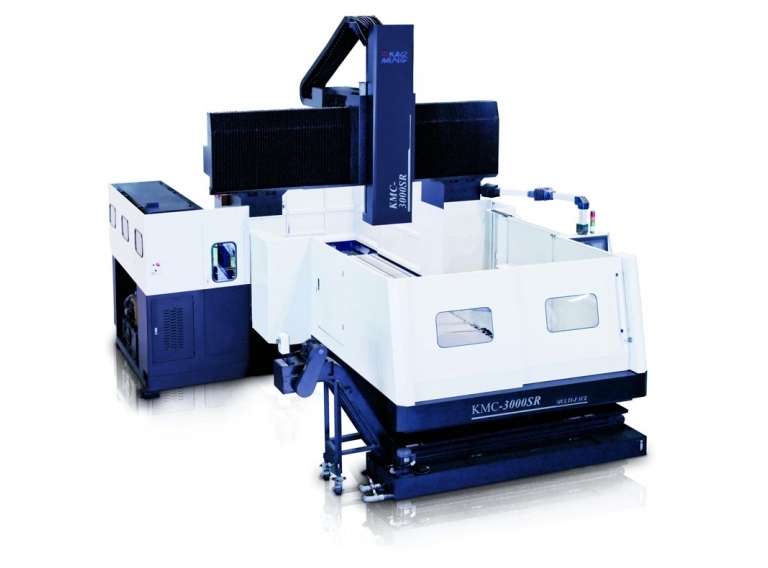
高明精機工業股份有限公司
產品描述 :
1. 三軸採用方形硬軌設計,滑動件為全行程支撐,無懸伸下垂之問題,結構剛強適合重切削。<br />
<br />
2. 門寬2.1米以下,底座採用雙軌設計;門寬2.3米以上,底座採用四軌之滑動與滾動複合化設計。<br />
<br />
3. Y軸橫樑為階梯之軌道設計,段差70mm確保加工精度與穩定性。<br />
<br />
4. 三軸使用高精度並施以預壓及預拉之滾珠導螺桿;X軸採中空設計並通過冷卻油,且螺桿兩端之稱軸承外環,有空氣冷卻之特殊設計,減少熱變形,確保最佳之定位精度。<br />
<br />
5. Y、Z軸滾珠導螺桿之安裝,其頭座與尾座係與橫樑及床鞍鑄成一體,確保最大剛性及精度。<br />
<br />
6. 機械式扭力限制器安全裝置,可避免機器在受到意外碰撞或操作錯誤時,重要機件不會因此被破壞。<br />
<br />
7. 刀庫為油壓分度馬達傳動;換刀臂之旋轉為油壓搖擺馬達驅動,確保ATC換到系統之快速、精確及穩定性。<br />
<br />
8. X軸8米以上四軌床身為線性導軌傳動,中央為主支撐兩側為滾子式履帶軸承輔助支撐,以增加傳動效率。<br />


摩特立有限公司
產品描述 :
1.市面上各品牌於排屑槽寬的設計上過於窄小
不利排屑,或需增加研磨砂輪數量,造成使用者因研磨不同尺寸銑刀時須經常更換砂輪。本機設計改善此缺點,只需使用單只砂輪即可研磨各種不同尺寸銑刀,可依不同尺寸調整排屑槽寬大小,銑刀研磨時更加快速便利,銑刀研磨的品質更加優良。
2.針對銑刀過中心功能,市售銑刀研磨機的中心偏移功能,採取調整式或多個偏心襯套更換方式,易造成研磨品質不佳及使用上不便,本機採用固定按壓方式讓銑刀研磨時中心偏移且穩定,使用者操作方便快速。
3.現今工業持續發展,新型式刀具不斷推陳出新,除常用的標準銑刀以外,更推出新型式的不等刃、不等螺旋銑刀及鎢鋼平頭鑽,而舊式銑刀研磨機固定角度的研磨方式,無法研磨新型式銑刀,本機的設計對於新型式銑刀,不同品牌、不同角度及螺旋,皆能簡易操作修磨。
4.市面銑刀研磨機的刀刃定位為固定式,缺點為當銑刀的螺旋角度不同時磨不出理想的刀刃內隙角,本機突破性設計,採用可調整方式能針對不同螺旋角度,可自行調整研磨出最優良的刀刃內隙角;除此之外,針對零件耗損時,他牌須將整台機器送回原廠維護更換,本機採防呆設計,使用者可自行更換,不因零件耗損而停機待修無法使用。








高明精機工業股份有限公司
產品描述 :
1. 門寬2.1米以下,底座採用雙線軌設計;門寬2.3米以上底座採用三線軌設計,並具有硬軌之高剛性結構,Z軸行程可達850mm。<br />
<br />
2. 三軸均配備大型滾柱式線性導軌;剛性與速度兼顧。<br />
<br />
3. Y軸採用階梯式導軌設計,上軌與下軌段差225mm的特殊設計,使主軸頭不易前傾,同時分擔了部份Y軸失利於立柱的推力,使主軸頭在重切削負荷時,非常穩定;並以垂直方式偏置排列,確保最佳結構剛性。<br />
<br />
4. 主軸以直結式傳動,減少軸不對心引起的振動,提高切削性能與精度。<br />
<br />
5. 最佳主軸頭中心對稱式設計,減少熱變位影響,確保主軸精度。<br />
<br />
6. 利用有限元素分析(FEA)先進實務觀念,設計出最佳化底座立柱及橫樑等主要結構剛性。<br />
<br />
7. 三軸使用高精度並施以預壓及預拉之滾珠導螺桿;X軸採中空設計並通過冷卻油,且螺桿兩端之稱軸承外環,有空氣冷卻之特殊設計,減少熱變形,確保最佳之定位精度。<br />
<br />
8. Z軸油壓平衡配重;在Z軸上使用兩支油壓缸抵消主軸頭重量,確保加工時的穩定性。<br />





台灣麗偉電腦機械股份有限公司
產品描述 :
五軸同動加工,可減少工件裝卸次數與夾治具製作,縮短加工時間,提升效能。C軸工作台使用<br />
DD馬達(車銷加工MAX可達800rpm/min),提供高扭矩及剛性,並解決傳統蝸桿蝸輪背隙及磨耗問題。主軸結合高扭矩及高功率輸出,完整的高剛性結構,可粗銑至精銑在同一機台完成,適合強硬材料加工及非鐵材料加工。
X軸行程: 1300mm
Y軸行程: 610mm
Z軸行程: 610/750mm
工作台面積: 1480x610mm
工作台荷重: 1600kg
主軸轉速: 12000rpm
C軸轉速: 800rpm
X/Y/Z軸快速位移: 36/36/30 m/min
刀具數: 30T




