展览主题
数位转型
绿色转型




銣佳科技有限公司
产品描述 :
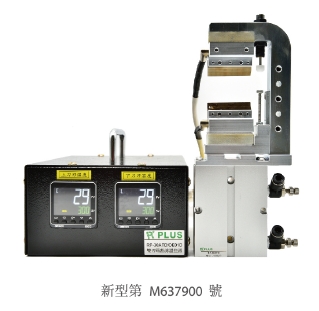
氣動電熱剪是一種利用刀片的電阻,通過大電流來實現雙刀刃發熱的電熱刀,其預熱時間短,只要幾秒鐘刀片就能夠達到紅熱的狀態,產品採用的是雙軸氣缸,壓力範圍0.15~1Mpa,刀刃為雙刃採用工具鋼特殊熱處理,上下刀座各一加熱棒(ψ8mmx35mm),其加熱功率150W、溫度範圍為60~350℃,藉由雙軸氣汽缸前進搭配刀刃溫度控制器的設定達到穩定的剪切效果,因此其效率甚高(直接用刀片發熱,損耗小),剪切速度快,可以根據不同的塑膠材料以及場合選擇不同的溫度,搭載在機械手臂或自動化生產線上,其適用範圍廣,可用於切割汽車車燈、壓克力、光學鏡頭、PC塑料等。而氣動電熱剪主要作動來源於氣壓,由於氣壓所產生的壓力遠遠大於人的手產生的壓力,所以能夠在剪切物品的時候,變得非常的容易。


達佛羅股份有限公司
产品描述 :
G6工作台直徑為600 mm, 是一款精巧型的五軸同動立式加工中心機,專為敏捷、智能加工且需要錯綜複雜的幾何形狀、特性較小的工件而設計。
這種高度通用的立式加工中心機,提供全方位五軸加工,內藏式主軸經由X、Y、Z三軸控制移動,工作檯則由旋轉C軸和傾斜A軸移動。
完美的速度&精度平衡,使其成為工藝專業化生產&生產線的尋求選擇,不管是在升級加工能力、提供高去除率、出色的表面光潔度和最大生產效率提升
除了高性能的G6型號外,AXILE同時提供G6 MT,G6 MT 將銑削和車削結合於一身,大大提高操作靈活性。透過減少設置時間和潛在的制動誤差,G6 MT 可有效地加工更多種類的零件,包括圓柱形零件。


奕達精機股份有限公司
产品描述 :
- 床座形式: 前斜45∘後階梯式設計<br />
- Y軸立柱採90∘成正交主柱設計<br />
- X、Y、Z軸採高剛性滾柱線性滑軌設計<br />
- B軸採±110∘旋轉設計<br />
- 可搭配多功能旋轉尾座 (台灣專利案號: M389598) 可0∘、90∘、180∘依加工性質不同而變換角度
- 搭配副主軸功能
- 可搭配自動化模組及裝載功能
- 刀臂式刀庫36支刀, 可依加工件需求選配72支刀
- 整機採模組規劃設計


邁萃斯精密股份有限公司
产品描述 :
2080/3080 蝸桿磨床採用FANUC ( 發那科) 控制器與高轉速砂輪主軸,並透過自行開發的智慧型交談視窗軟體,可靈活設計出您所需要的齒形修整及輪磨條件。可加工工件類型包含:標準型 (ZK、ZI、ZN、Z) 蝸桿、雙導程蝸桿、ZC ( 尼曼) 型蝸桿、螺紋塞規與滾牙輪等工件,其高效率高精度的優異表現,足以媲美世界頂尖廠牌,是您的不二選擇。




海德漢股份有限公司
产品描述 :
新一代刀具量測 (TT460) 與工件接觸式探針 (TS460) 不僅延續了上一代的高精度與高穩定度,都具備紅外線與無線電波傳輸方法,其智能化的待機模式能節省能源消耗,且在半小時之後就達到最低能源模式。工件量測接觸式探針TS460的防碰撞功能亦能保護探針,避免因為操作不當而造成損壞,支援EnDat通訊則可傳輸更多對使用者有幫助的資訊。


鎰寬企業股份有限公司
产品描述 :
為龍門銑床、搪銑床、雙頭銑床等常用的銑床機頭。用途有粗銑加工、精銑加工、搪削孔洞…等各式加工需求。
1. IK 銑頭可為您原有的機身、銑床或專用機做升級及更換,並且可為工件切削時帶來更穩定更優質的加工效益。
2. 用途多以模具製造、精密加工使用。
3. 銑頭加工行程可達320mm,也提供無滑座規格。
4. 銑頭適用於立式及臥式龍門銑床,適合重切削。
5. 本龍門系列產品均提供銑床配件頭供您做選配,做更多角度的加工,提升加工的效率及範圍。
6. 銑頭馬達標配為10HP,另外也提供12.5HP供您做選配。
7. 提供氣動鎖刀裝置、滾珠螺桿供您做選配。
8. IK龍門銑頭系列共有10個產品。
嵩富機械廠股份有限公司
产品描述 :
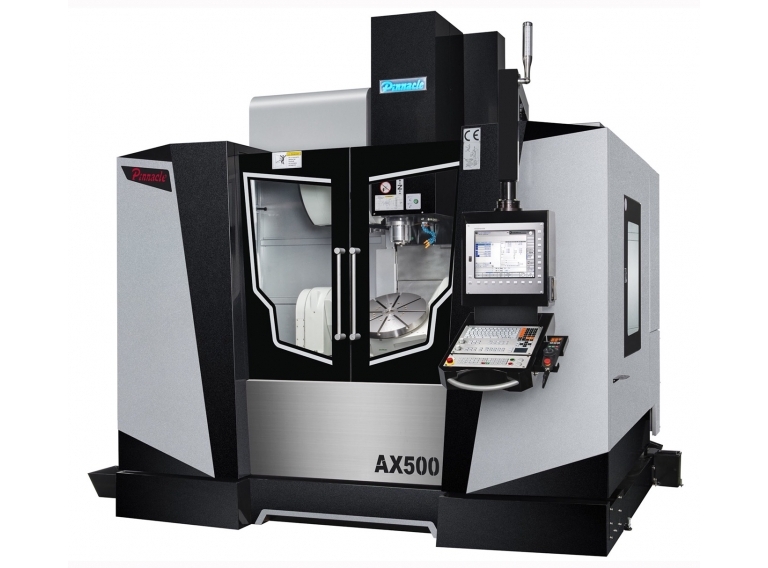
嵩富AX500為高精度、高剛性5軸綜合加工機。A/C軸採用DD馬達直接驅動,最大工件尺寸可達Ø700x350mm (500公斤),A軸傾斜角度220° (-110°/+110°), C軸盤面Ø500mm可一次完成複雜、多面、曲面工件的加工,以減少加工時間。X/Y/Z標配中空油冷滾珠螺桿,以減少運作中熱變形,搭配A/C軸光學尺以達到高精度加工需求。<br />
<br />
X/Y/Z三軸採45mm滾柱型線軌,X/Z軸有6個滑塊等高剛性結構設計。採海德漢控制器TNC640,可作5軸同動加工,讓 AX500成為最符合3C、模具、醫療、航太、汽機車零件加工需求的5軸綜合加工機。<br />



富茂精機股份有限公司
产品描述 :
短型,高速,輕量型,迴轉油壓缸
設計有檢知裝置機構,可裝置感應式近接開關,行程容易調整,可確認油壓缸正確動作
內建逆止閥自鎖安全機構及內置壓力洩壓閥
兩用型,安裝時可由前端與後端鎖固
洩油孔配管務必單獨接回油壓槽,以避免產生背壓