展览主题
数位转型
绿色转型



耐久切削工具有限公司
产品描述 :
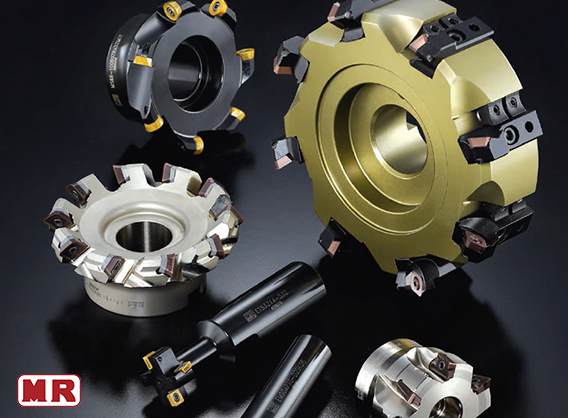
一支多功能的除料刀具 , 解決鑽頭尺寸、深度、材質、斷屑、出水、馬力的問題。
•粗銑、打洞和開槽
•以鋸齒狀的刀片,作螺旋加工切削 , 讓切削成為碎片狀,因此需要的馬力小,更容易切削長屑的軟性材料
大幅降低你的刀具庫存
• 只要6支刀具,就可以生產ø13 ~ ø65mm(ø.512″ ~ ø2.65″)孔徑的工件
• 每一支刀具都能依NC電腦指令,生產不同孔徑,不同深度的工件,大幅降低刀具庫存,減低刀具成本,
• 沒有中心出水的工作母機,更可以使用本刀具







摩特立有限公司
产品描述 :
M01ABT規格:
鑽頭尺寸:2-13mm
一般鑽頭 : 2mm ~ 13mm
薄鈑鑽 : 3mm ~ 13mm
鎢棒: 2.4、 3.2mm (標配)
1.6、4.0、 5.0 mm(選配)
研磨角度:90-140度
一般鑽頭 : 90°~ 140°
薄鈑鑽 :165°~ 180°
鎢棒: 15°, 30°, 45°, 60°, 75°, 90°
研磨鑽頭種類:
麻花鑽、中心鑽、90度NC定點鑽、薄鈑鑽、鎢棒



主上工業股份有限公司
产品描述 :
車床花目加工方法可分兩種:
一種是壓擠方式,另一種是車削方式,兩種方式都是採工件旋轉,
刀具被動旋轉方式加工.
1.壓擠方式簡稱壓花,壓花是用壓擠方式,會依花目形式使花目凸起,機械主軸負荷大, 且外徑會有加大膨脹效果.
2.車削方式簡稱車花,而車花是用車削方式,是有屑加工,且加工阻力較輕,所以花目清淅,對機械主軸負荷相對減輕,是CNC數控車床的最佳選擇






相輔科技有限公司
产品描述 :
DR. KAISER修整主軸有多種型號,可以針對客戶工件需求提供適合的客製化產品。具備以下特點:
1.易於在齒輪磨床上安裝。
2.具剛性的液壓主軸安裝/夾緊系統。
3.具廣泛的轉速範圍,可適用同向或逆向修整。
4.配備空氣密封/過濾系統、溫度傳感器、主軸和鑽石修整輪的微平衡系統。
5.配備接觸性傳感器,自動優化修整過程及速率。
6.高軸向和徑向的跳動精度。